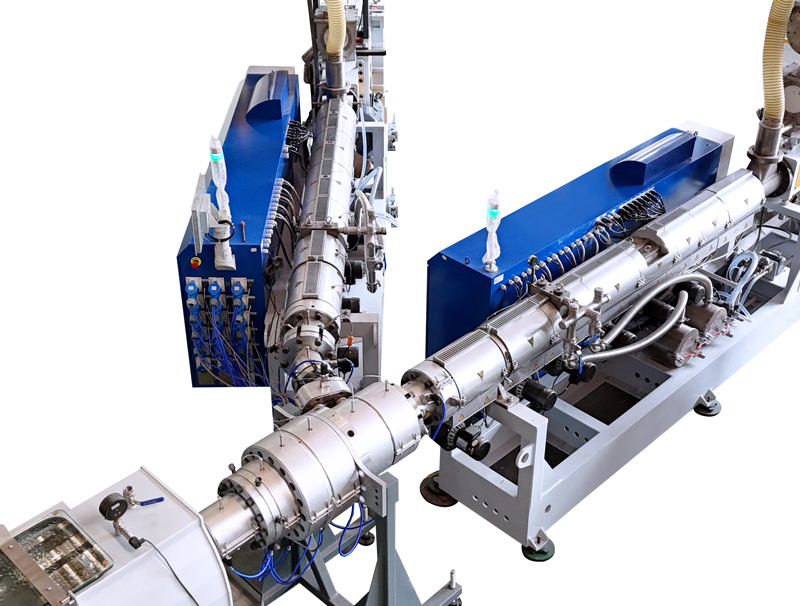
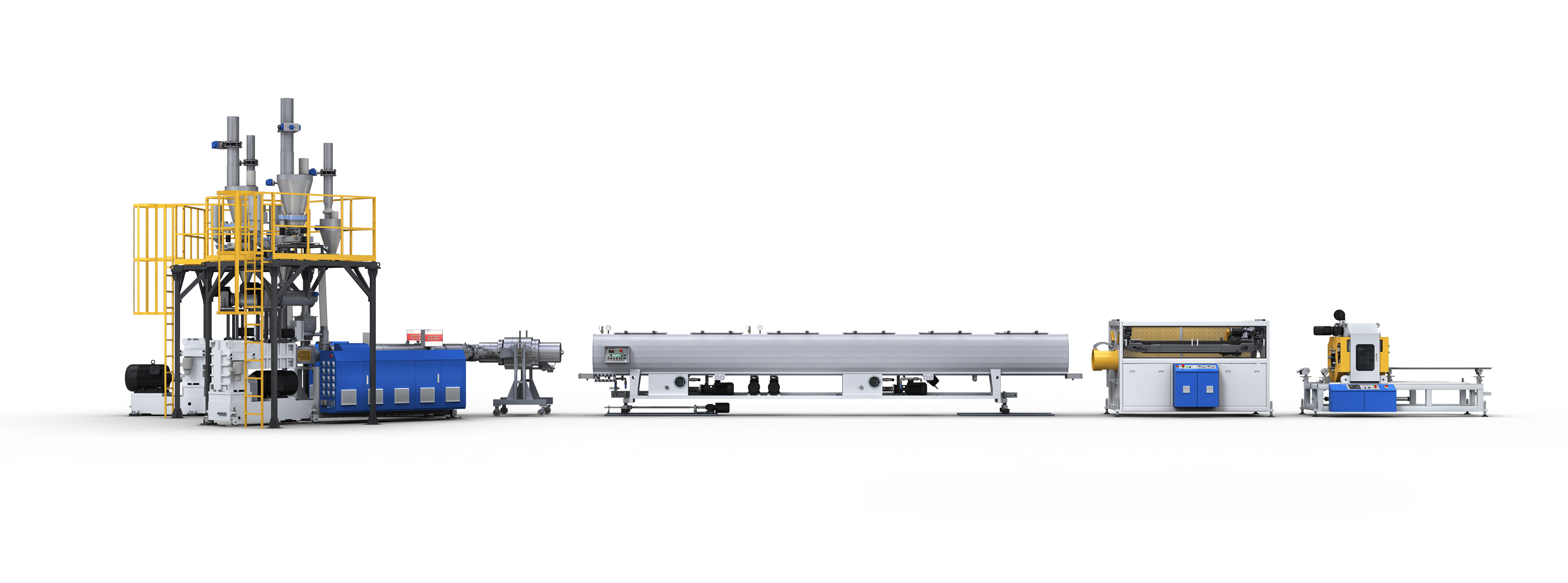
PVC发泡芯层管采用ABA三层结构,内外层为实心PVC,中间层可选发泡复合或再生材料复合,广泛应用于污水管道系统,兼具经济性与良好降噪效果。
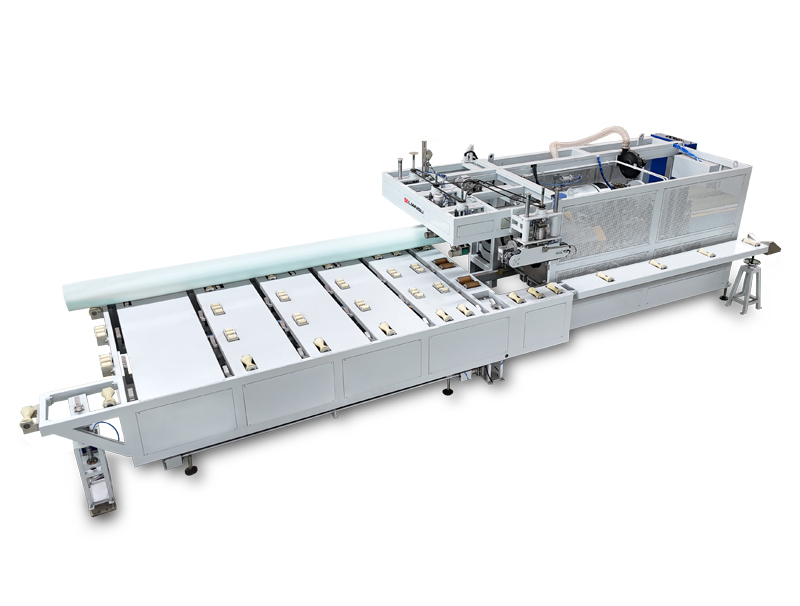
挤出系统可配置平行或锥形双螺杆挤出机,搭配联塑机器专用发泡管头及分配器,实现高产量与稳定温控。整线控制系统可选FLEXCON或传统PLC,满足不同生产管理需求。下游可集成在线扩口机,提升自动化水平。
管材特点:
重量轻
密度:1.0-1.2g/cm3,重量:实心管的70%-85%
低成本
厚度相同,每米材料成本小于实心壁管的10%
噪音更小
噪音水平降低3db
管径(mm):
产量(kg/h):
材料:

 手册下载
手册下载